





低温阀_低温阀门_低温球阀_低温截止阀_低温闸阀♀毛坯深冷处理解析
深冷处理也叫低温处理,就是经过普通热处理后的材料进一步冷却到-100℃~-196℃的处理方式叫作深冷处理,它可以降低残奥含量、促进析出细小碳化物、减少晶间拉应力,进而提高以下宏观性能。
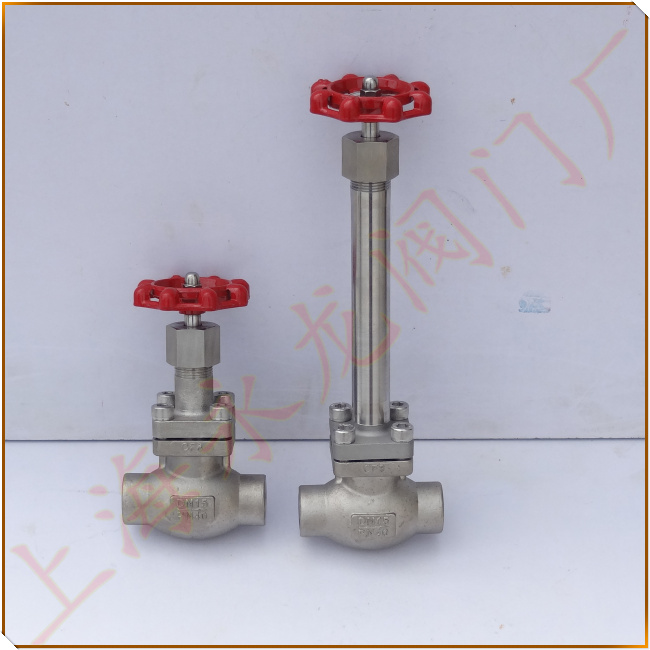
低温阀门从毛坯:阀体、阀盖、阀瓣、阀座和阀杆等部件必须进行低温深冷处理,使奥氏体转变成马氏体和变形充分后再进行精加工,以降低温度对超低温阀门密封性能的影响。低温处理温度应低于材料相变温度且低于阀门实际工作温度。
1、提高硬度 高速钢、模具钢提高HRC硬度1~2度。
2、提高耐磨性 Cr12MoV提高30%,20Ni3Mo渗碳钢提高89%。
3、提高抗弯强度 440A铸造不锈钢的抗弯强度从1135MPa提高到1355MPa。
4、提高韧性 W6Mo5Cr4V2冲击功从18J提高到40J。
5、提高红硬性 W18Cr4V在625℃的条件下硬度从HRC57.9提高到63.9。
6、提高尺寸稳定性 95Cr18不锈钢残余奥氏体从35%降低至10%。
7、提高导电性 铜合金Cu_15Ni_8Sn电阻率从2.86×10-7Ω.m降低到1.51×10-7Ω.m。
8、随着液氮低温技术的发展和试验手段的完善,人们对深冷处理的研究逐步深入,研究范围现已从钢铁延伸到粉末冶金、铜合金、铝合金及其它非金属材料。应用行业遍布于航空航天、五金、工具、模具、摩擦偶件、精密加工、量具、纺织、汽车等诸多领域。
低温阀各部件在温度和压力的交变载荷作用下不应出现明显的弹性塑性变形,因此,在阀门设计过程中,除了对阀体、阀盖、阀杆和阀瓣进行常规的强度计算外,还应采用有限元应力分析和抗震分析来确保阀门的可靠性。
低温阀门的阀杆应设计为防吹出结构。低温工况频繁操作的阀门,其内件应能避免引起卡阻、咬合和擦伤等。低温阀阀体在满足强度要求时,对不同壁厚的阀体连接应逐渐过渡,避免壁厚突变引起应力集中。壁厚设计不当会引起焊接裂纹。

低温球阀的阀盖应设计成便于保冷的加长结构( 长颈阀盖) 。阀盖的长颈部分可采用与本体材质相同的无缝钢管对焊到阀盖和填料箱上,焊后应进行热处理以消除应力。加长阀盖可使填料函底部的工作温度高于0℃。如果填料函结冰,不但影响阀杆的正常操作,而且也会因阀杆的上下运动划伤填料,造成密封失效。
低温截止阀阀杆与长颈部分的间隙应按尽可能小的对流热损失设计,但间隙对填料函温度影响很小,阀盖长度和阀径厚度是影响填料函温度的主要因素。加长阀盖下部焊接滴水盘,可防止冷凝水进入保冷层,避免或减少保温层下腐蚀( CUI) 。
低温闸阀是单向密封的,其弹性闸板上开有3 mm 的泄放孔,连通阀腔与上游管道。阀腔异常升压时,可通过泄放孔与上游管道达到压力平衡。在阀内部,上游介质压力将弹性闸板紧压在下游阀座密封圈上,实现下游低压侧密封。双向密封闸阀是在阀腔外设置减压阀,而不必在闸板上开孔。外部泄压使闸阀实现上下游双向密封。超低温闸阀须在阀体上标识介质流向。